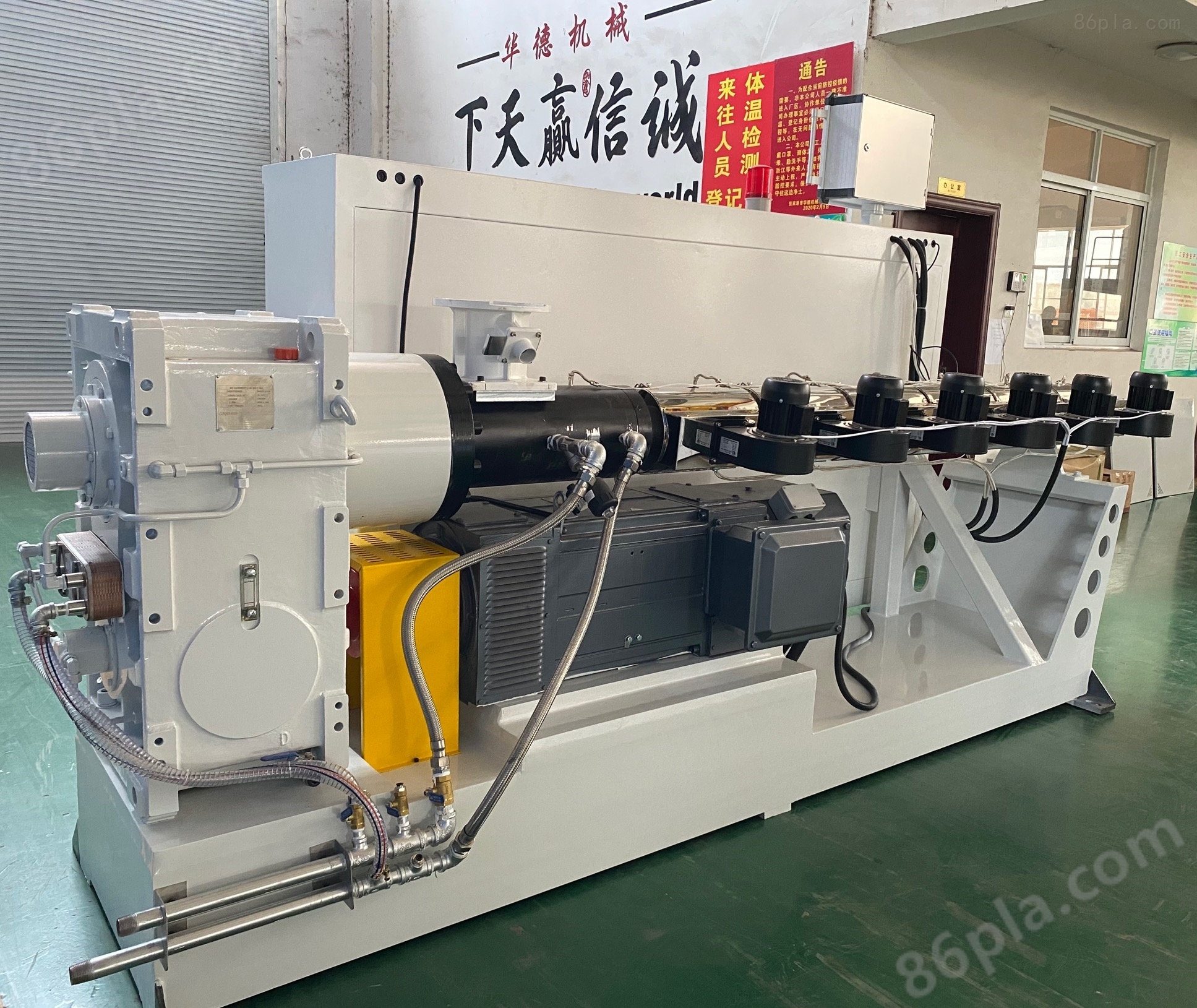
PLC触摸屏单螺杆挤出机工作原理
塑料挤出机从诞生到现在已经经过了两百多年的发展,现在单螺杆挤出机的技术已经非常成熟,一般情况下单螺杆挤出机根据螺杆可以分成三段工作区域:输送段、压缩段、计量段。
料口后一道螺纹开始称之为输送段,此阶段物料要求不能塑化,重要用于输送物料的作用。在一些大直径的挤出机上还会加装冷却装置,防止物料塑化,避免因为物料熔化影响物料输送速度。
当物料通过输送段后,这时候就进入了压缩段。在这个阶段,螺杆与机筒之间的体积变小,同时温度达到了塑化温度,物料会被压缩。(从初始体积缩小到原来的三分之一,这叫螺杆的压缩比3:1)
当物料完成了塑化作业,就会进入计量段,定量输送熔体物料供给机头用于生产需要。
PLC触摸屏单螺杆挤出机常见问题:
一、挤出物料不稳
常见缘由:
1. 原料加料口“架桥"
2. 主电动机转速不匀,有波动
3. 加热冷却系统匹配不好或热电偶误差太大
解决方法:
1. 清除料斗下料口的“架桥"
2. 检查主电动机及控制系统
3. 对加热功率进行调整或检查热电偶的 接触及安装情况以及热电偶是否损坏,必要时更换热电偶
二、挤出机主电动机 电流波动大
常见缘由:
1. 某段加热器不工作,转矩不稳
2. 主电动机轴承润滑不好,振动大或损坏
解决方法:
1. 检查各段加热器是否有损坏;检查各 段加热器的接线是否正确或牢固
2. 检查电动机轴承,加润滑剂或更换 轴承
三、挤出制品中有污物
常见缘由:
1. 物料内有污物
2. 挤出机螺杆积炭过多
解决方法:
1. 更换物料
2. 清理螺杆,轻者可用螺杆清洗剂直接挤出清理;重者可将螺杆拆卸下来,人工清理
四、螺杆有转速显示但挤不出物料
常见缘由:
1. 料斗没有物料
2. 加料口被异物堵住或产生“架 桥",不能下料
3. 螺杆内掉进金属等坚硬物(如螺母等)堵塞螺槽,不能输送物料
4. 螺杆从加料段根部被扭断
5. 螺杆、机筒温度过高,螺杆内冷却不良,形成“抱轴"现象
解决方法:
1.向料斗内加料
2.排除料斗口处的异物或消除“架桥"现象
3. 如确认确有硬物进入挤出机内,应停机拆卸螺杆,排除堵塞硬物
4. 检查从动带轮是否转动,如转动正常 且排除了 “不加料"或“硬物堵塞",则 可能为螺杆被扭断,应立即停机,拆卸螺杆并更换
5. 检查螺杆冷却水系统,加大螺杆冷却水量
五、主电动机转动, 但螺杆不转动
常见缘由:
1. 传动带松,打滑
2. 安全键切断
解决方法:
1. 调整两带轮中心距,张紧带
2. 检查安全键,分析切断缘由,更换
六、起动主电动机, 主电动机不动或瞬间停机
常见缘由:
1. 主电动机电源没接通
2. 加热升温时间不足或某加热器不工作,造成转矩过大,使电动机过载
解决方法:
1. 检查主电动机电源接线
2. 检查各段温度显示并查找有关记录, 确认预热升温时间;检查各加热器是否有 损坏或接线不良










 关闭
关闭 电话
电话 询价
询价