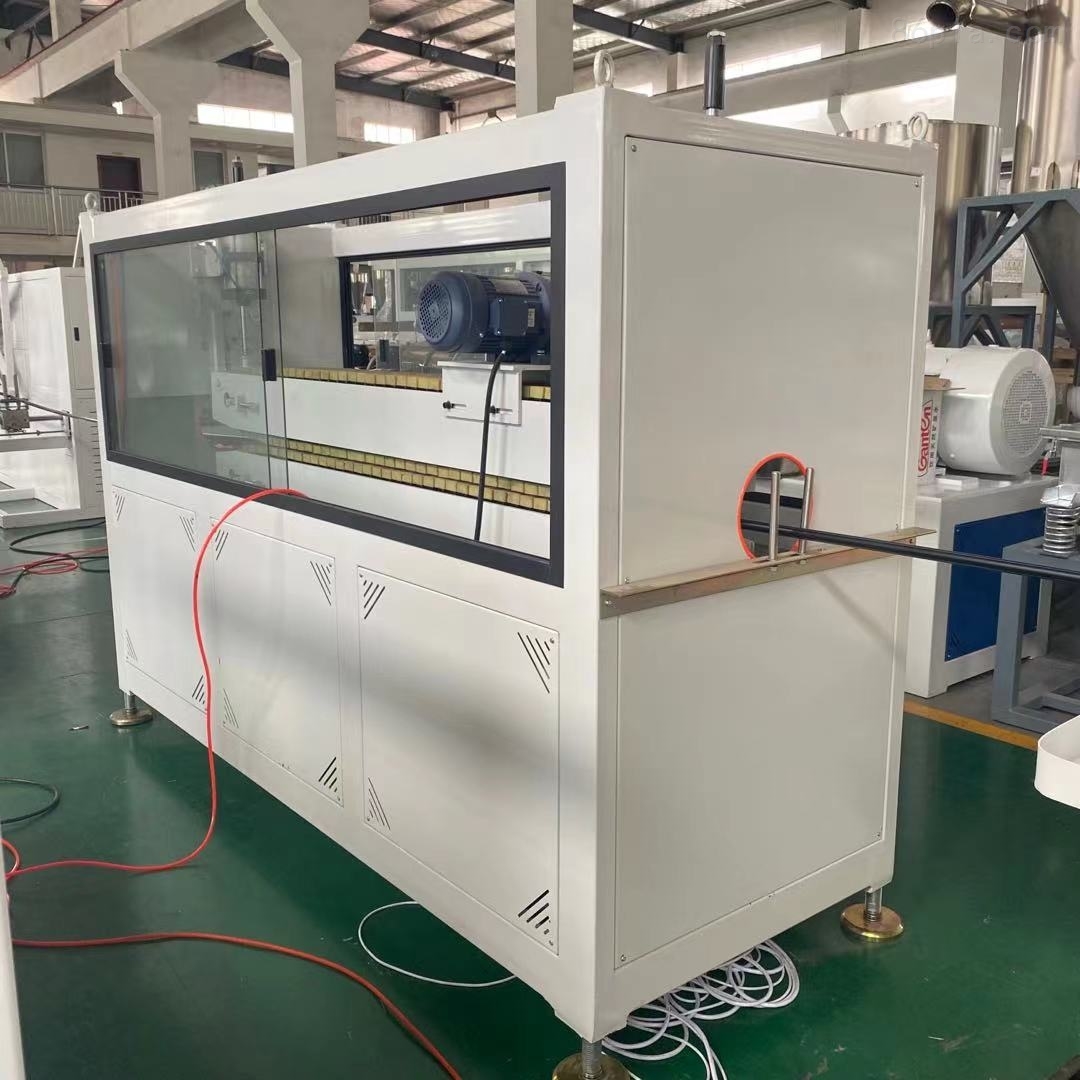
全自动HDPE盘管生产线用途及特点
本公司自行研制开的发HDPE MDPE供水管及燃气管生产线其结构*,自动化程度高、操作方便、连续生产稳定可靠,该生产线生产的管道具有适度的钢性、强度、又具有良好的柔性、耐蜕变性、耐环境应力开裂和良好的热熔接能力。
专有技术设计的定径和冷却系统,采用水润滑和水式的冷却,以适应HDPE(PP.ABS)管材的尺寸稳定性和圆度。挤出机,牵引机采用进口调速器动和控制,稳定性好,精度高,可靠性高。
整条生产线运行及时间由PLC进行程序化控制,设置有良好的人际界面,所有的工艺参数均可通过触摸屏进行设置和显示。可装配标记线挤出机,生产符合国家标准要求的带色表现的管材。
我公司提供的服务有:
①厂房建造、改造方案,厂房内管道铺设方案,循环冷却水池建造方案等;
②提供原材料、变压器、空压机等采购方案等;
③提供相关原材料具体配方、优质原材料供应商、原材料成本核算等;
④安装设备,调试设备,培训员工,并常年提供技术支援等;
⑤我公司在全国范围内具有塑料产业工程师联盟,在距离允许的情况下,可提供相关人才在贵公司常年工作,作为技术后盾
全自动HDPE盘管生产线的因素及解决办法
1.螺杆因素
排气式螺杆多采用多阶设计,此设计的优势在于排气口处为常压,物料不致流出。有一个排气口的挤出机要求有2阶螺杆,有2个排气口需要3阶螺杆。每1阶有常压段、压缩段及计量段,第1阶起始段为常压加料段,第2阶为常压排气段,也就是排气口所在的位置。对于排气式挤出机螺杆设计有2个主要的问题:,在到达排气段时,物料必须全部熔融,以排出挥发份;第二,第2阶螺杆的送料量必须大于第1阶螺杆,以使第2阶起始处螺槽未充满,这样就可使排气口处保持常压。当第1阶螺杆的送料量比第2阶螺杆大时,挤出机中的熔体就会发生倒流。要解此决此问题,就得减少第1阶的送料量或增加第2阶的送料量。
2.工艺条件
解决冒料的zui简便快速的方法就是改变工艺条件。如降温、增大沿钢筒或螺杆的摩擦及剪切应力以及增大沿钢筒表面的摩擦或粘度以增加输料量。
3.排气口
如果排气口处的螺杆仅部分充满,排气口仍然冒料,那么排气口的设计就存在一定的问题。排气口应该比滚动的料流要宽,以确保排气口不被熔体堵塞。同时,排气口的开度也不应太大,这样可减少熔体停留时间以及料流的膨胀时间。











 关闭
关闭 电话
电话 询价
询价