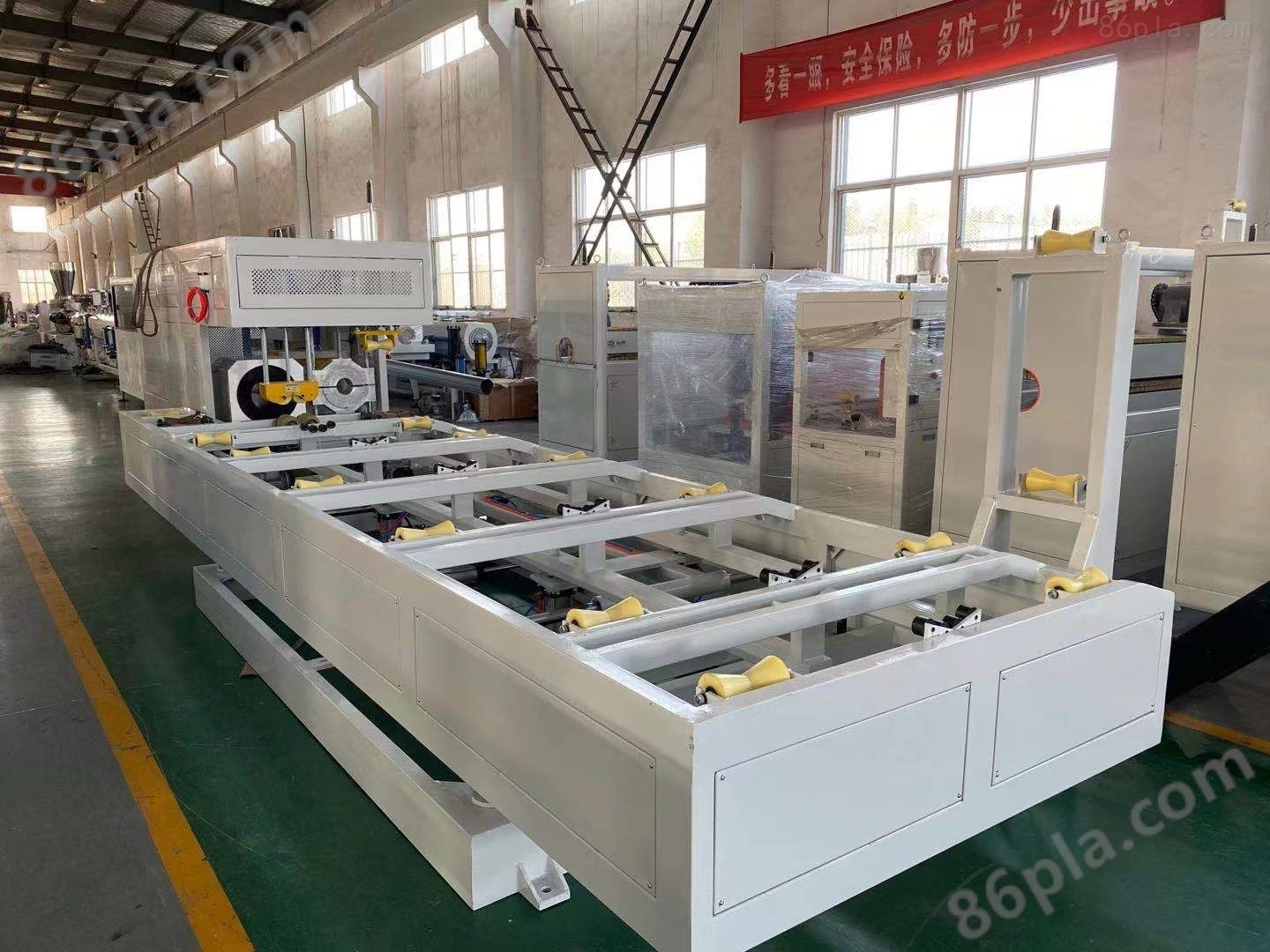
PVC排水管材自动挤出机功能:
(1)原料混合:是将PVC稳定剂、增塑剂、抗氧化剂等其它辅料,按比例、工艺先后加入高速混合机内,经物料与机械自摩擦使物料升温至设定工艺温度,然后经冷混机将物料降至40-50度;这样就可以加入到挤出机的料斗。
(2)挤出机部分:本机装有定量加料装置,使挤出量与加料量能够匹配,确保制品稳定挤出。由于锥形螺杆的特点,加料段具有较大的直径,对物料的传热面积和剪切速度比较大,有利于物料的塑化,计量段螺杆直径小,减少了传热面积和对熔体的剪切速度,使熔体能在较低的温度下挤出。螺杆在机筒内旋转时,将PVC混合料塑化后推向机头,从而达到压实、熔融、混炼均化;并实现排气、脱水之目的。加料装置及螺杆驱动装置采用变频调速,可实现同步调速(3)、挤出模头部分:经压实、熔融、混炼均化的PVC,有后续物料经螺杆推向模头,挤出模头是管材成型的关建部件。
(4)真空定型水箱用于管材的定型、冷却,真空定型水箱上装有供定型和冷却的真空系统和水循环系统,不锈钢箱体,循环水喷淋冷却,真空定型水箱上装有前后移动装置和左右、高低调节手动装置。
(5)牵引机用于连续、自动地将已冷却变硬的管材从机头处引出来,变频调速。
(6)切割机:由行程开关根据要求长度控制后,进行自动切割,并延时翻架,实行流水生产,切割机以定长工开关信号为指令,完成切割全过程,在切割过程中与管材运行保持同步,切割过程由电动和气动驱动完成,切割机设有吸尘装置,将切割产生的碎屑及时吸出,并回收。
(7)翻料架翻料动作由气缸通过气路控制来实现,翻料架设有一个限位装置,当切割锯切断管材后,管材继续输送,经延时后,气缸进入工作,实现翻料动作,达到卸料目的。卸料后经延时数秒自动复位,等待下一循环。
注意事项
1、防止烫伤、触电等安全事故;设备运转中不得将手伸入转动、气动部位,严禁运转中拆卸各防护罩!
2、注意塑料管材生产线的传动系统和机筒内有无异常声音。
3、密切注意润滑、温控、加热、冷却等系统是否正常,且无泄漏现象。
4、物料内不允许有杂物,严禁金属和砂石等硬物进入料斗。
5、螺杆只允许在低速下启动,空转时间不能过长。
6、再次开机前,机筒必须充分预热和保温,必要时可加入少量原料开低速把存料挤出。管材模具每次使用后必须打开清洗,确保光洁,否则会产生焦料。
PVC排水管材自动挤出机操作注意事项
1、机器开启前要检查机器外观是否有损伤或其它问题,如有应向有关部门或负责人员报告。必要时关闭主开关。
2、只有在所有保护设备、急停设备、隔音设备及吸料设备均工作正常的前提才可运作机器。
3、开机前,确保没有人在机器的转动部件上。向所有操作人员发出警报,避免采用任何可能产生危险的工作方式。
4、当机器发出危险警告时,处于危险区域的人员须马上离开。
5、遵守机器上的安全指引并保持其清晰可读。
6、华德机器运转过程中切勿爬到机器上面。
7、在运转状态下进行设备检查,则必须做出合适的安全安排。










 关闭
关闭 电话
电话 询价
询价